
به علت اهمیتی که جوش سر به سر میلگرد یا فورجینگ و برتری هایی که نسبت به سایر روش ها دارد، بر آن شدیم تا صفر تا صد جوش سر به سر میلگرد را برای شما عزیزان شرح دهیم.
فورجینگ میلگرد برای اولین در حدود سال ۱۹۳۰ در کشور کانادا به کار گرفته شد. گرچه برای اولین بار جوش سر به سر میلگرد در خطوط ریلی توسط مهندسین کانادایی استفاده شد اما در کشورهای امریکا و خصوصا ژاپن توسعه بیشتری پیدا کرد. راه های کنترل کیفیت بسیار خلاقانه ای توسط ژاپنی ها ابداع شده است که در ۳۰ سال اخیر شاهد موفقیت آن ها بوده ایم. امروزه از جوش سر به سر میلگرد در ساخت و ساز ساختمان های مسکونی به وفور استفاده می شود و می توان بیشترین و مهم ترین کاربرد جوش سر به سر میلگرد دانست. به علت اهمیتی که این روش از اتصال میلگردها به همدیگر دارد، سایت عصر صنعت اشراق اقدام به تهیه مقاله ای با این موضوع نموده تا همراهان عزیز پاسخ سوالات خود را دریافت نموده و با این روش از اتصال آشنا گردند. امید است که مورد استفاده شما عزیزان قرار گیرد.
به طور کلی امروزه ۳ روش برای متصل نموده میلگرد ها وجود دارد که به شرح زیر هستند:
– اتصال همپوشانی یا اورلپ
– اتصال مکانیکی
– اتصال جوش سر به سر یا فورجینگ
عملیات اتصال همپوشانی مخصوص میلگردهایی با فطر کمتر از ۱۶ میلی متر است، حال آن که برای میلگردهایی با قطر بیشتر از ۱۶ میلی متر از دو روش مکانیکی و جوش سر به سر استفاده می شود.در بین دو اتصال مکانیکی و جوش سر به سر که برای اتصال میلگردهایی با سطح مقطع بزرگ تر از ۱۶ میلی متر استفاده می شود، اتصال جوش سر به سر رایج تر بوده و در ۹۰ درصد پروژه به اتصال مکانیکی ترجیح داده می شود. دلیلی که برای این موضوع وجود دارد به برتری کیفی و سایر مزایای جوش سر به سر میلگرد مربوط می شود.ذکر این نکته لازم است که حوش سر به سر خود دارای اقسام گوناگونی است که از جوش با استفاده از فشار و حرارت بیشتر از سایر روش ها استفاده می شود.

عملیات اتصال میلگرد ها با روش جوش سر به سر به میلگرد و دستگاه و نیز ابزارهای خاصی نیازمند است. این عملیات دارای ۳ مرحله است که در ادامه به شرح آن می پردازیم.
پیش از شروع اتصال میلگردها لازم است که سطح مقطع آن ها به خوبی توسط انواع مواد شوینده استاندارد شستشو داده شود. این شستشو و تمیز کردن برای کاهش احتمال اکسیداسیون در بافت جوش می باشد که لازم است پیش از شروع مقاطع از هرگونه زنگ زدگی، خوردگی و سایر مواد عاری شوند.در روشی مطمئن تر می توان برای اطمینان از تمیزی سطح مقطع، مقدار اندکی از سطح مقطع هر دو میلگرد را توسط دستگاه برش به صورت صاف و یکدست برش زد. این مرحله تنها جایی است که سبب تولید ضایعات هر چند به میزان اندک می شود.باید متذکر شویم که تنها زمان اندکی پیش از شروع حرارت دهی برش سطح مقطع را انجام دهید. چنان چه بین برش سطح مقطع و حرارت دهی فاصله زیادی وجود داشته باشد، ممکن است سطح مقطع میلگرد مجددا اکسید شده و یا ان که موجب جذب آلودگی به خود شود.
در مرحله حرارت دهی میلگردهایی که برای جوش سر به سر انتخاب شده اند توسط گیره های نگه دارنده به طور دقیق رو به روی همدیگر قرار داده می شوند. میله های نگهدارند در ابتدا متحرک هستند که حرکت آن ها جهت تنظیم موقعیت میله ها است. پس از آن که میله ها به صورت دلخواه تنظیم شدند و پیچ و مهره های آن ها سر جای خود ثابت شدند، میلگردها آماده حرارت دهی هستند.
برای حرارت دهی به دو کپسول که یکی پر از گاز اکسیژن و دیگری پر از گاز اکسی استیلن باشد نیاز داریم. این دو کپسول نازل هایی دارند که محتویات داخل کپسول را به سمت مشعل هدایت می کنند. در حقیقت دو نازل از دو کپسول با گازهای مختلف در میانه راه با یکدیگر یکی شده و توسط یک شلنگ به مشعل می رسند.تنظیم کننده های که روی کپسول ها وجود دارد موجب می شود تا فشار گاز کپسول ها قابل تنظیم گردد.پس از آن که دو گاز در نازل مشعل با یکدیگر ترکیب شدند، عملیات حرارت دهی آغاز می گردد. دمایی که سبب خمیر شدن میلگردهای فولادی می شود، دمای بین ۱۲۰۰ تا ۱۳۰۰ درجه سانتی گراد است.زمان لازم برای حرارت دهی میلگرد عا به سطح مقطع و قطر ان ها بستگی دارد. هر چقدر قطر میلگرد بیشتر باشد به زمان بیشتری برای حرارت دهی نیاز دارد. زمان لازم برای خمیر شدن میلگردها، بین ۳۰ ثانیه الی ۵ دقیقه است.
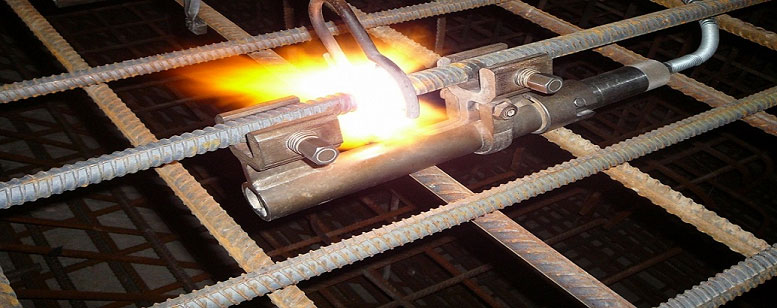
مهم ترین نکاتی که در جوش سر به سر میلگرد وجود دارد عموما مربوط به همین مرحله هستند. در مرحله حرارت دهی تجربه، دقت و دانش شخصی که حرارت را اعمال می نماید از اهمیت بسیاری برخوردار است. شخص مجری باید بتواند شیب بالا رفتن دما را کنترل نماید. به علاوه زمانی که حرارت باید قطع شده و میلگردها وارد مرحله اعمال فشار شوند را به خوبی تشخیص دهد.در این مرحله ایمنی کار اهمیت بسیاری داشته و نازل ها و کنترل کننده های روی مشعل همواره باید کنترل شوند. با برگشت گاز از مشعل به کپسول ها، انفجار رخ داده که سبب خسارات جانی و مالی بسیاری می شود. بنابراین ایمنی را فراموش نکنید!
دستگاه اعمال فشار از چندین پمپ هیدرولیکی و شیرهای اعمال فشار تشکیل می شود. پس از آن که حرارت دهی به اتمام رسید و میلگردها به حالت خمیری درآمدند، باید از دستگاه اعمال فشار هیدرولیکی برای فشار وارد کردن به دو انتهای میلگرد و ادغام نمودن دو سر خمیری استفاده نمود.در هنگام کار با این دستگاه باید توجه نمود که فشار اعمال شده باید از دو طرف یکسان باشد. تنظیم فشار با استفاده از شیرهای تعبیه شده روی کمپرسور امکان پذیر است.
میلگرد از جمله مصالح فولادی است که امروزه به وفور در صنعت و ساختمان سازی مورد استفاده قرار می گیرد. به علت اهمیت میلگرد و روش های اتصال آن و نیز کاربردهای آن ها، سایت عصر صنعت اشراق اقدام به ارائه این مقاله نموده تا شما عزیزان را در یافتن پاسخ سوالات خود یاری نماید. کارشناسان باتجربه این مجموعه همواره آماده ارائه مشاوره های رایگان و پاسخگویی به سوالات شما همراهان گرامی هستند.
محصولات مرتبط :











ممنونم بابت مطالب مفید
بنده میخام تو شهرمون به ذوب آلومینیوم و فلزات دیگه مشغول شم.ممنون میشم کسی راهنمایی کنه
09152580512
مفید بود