
فرآیندهای زیر معمولا در جوشکاری آلیاژهای آلومینیوم استفاده میشوند:
– جوشکاری قوس تنگستن با گاز محافظ (GTAW/TIG)
– جوشکاری قوسی با گاز محافظ (GMAW/MIG)
– جوشکاری پرتو لیرز و جوشکاری پرتو الکترونی
– جوشکاری مقاومتی
یکی از محبوبتترین روشهای جوشکاری آلیاژهای آلومینیوم، روش جوشکاری قوس تنگستن با گاز محافظ است. این روش به دلیل عدم نیاز به تغذیهی سیمجوش، روش بسیار موثری محسوب میشود.
در این روش مادهی پرکننده، توسط جوشکار به صورت دستی به سمت حوضچهی جوش، تغذیه میشود. همچنین، این روش جوشکاری بسیار تمیز بوده و از آلودگی آلومینیوم توسط اتمسفر محیط جلوگیری میکند.
روش جوشکاری قوسی با گاز محافظ (GMAW/MIG) از دیگر روشهای محبوب جهت جوشکاری آلیاژهای آلومینیوم است.
روش جوشکاری قوسی با گاز محافظ، دارای نرخ رسوب بالاتر و سرعت جوشکاری بیشتری نسبت به روش جوشکاری قوس تنگستن با گاز محافظ است.
با اینحال، روش GMAW از سیستم تغذیه سیم مکانیکی استفاده میکند و بنابراین نیاز به تفنگ جوشکاری کششی- فشاری جهت جوشکاری است.
مسالهی مهم دیگر در این روش جوشکاری، عدم استفاده از گاز محافظ CO2100% یا ترکیب CO225%/Argon 75% جهت جوشکاری آلیاژهای آلومینیوم است که معمولا در جوشکاری فولاد استفاده میشود.
به دلیل عدم کنترل گاز فعال CO2 در جوشکاری آلومینیوم، این نوع گاز محافظ جهت جوشکاری توصیه نمیشود.
فرآیندهای جوشکاری با پرتو میتوانند برای جوشکاری آلیاژهای آلومینیوم مورد استفاده قرار گیرند.
در این روشهای جوشکاری میزان قدرت پرتو، بسیار بالا بوده و نیاز به پیشگرمایش قطعه نیست.
در جوشکاری لیزر، بازتاب نور، از چالشهای اصلی محسوب میشود. همچنین انتخاب گاز محافظ مناسب جهت جلوگیری از ایجاد تخلخل، اهمیت زیادی دارد.
بر خلاف جوشکاری لیزر، در جوشکاری پرتو الکترونی، این مشکلات وجود ندارد. چون از نور به عنوان منبع انرژی استفاده نمیشود، روش پرتو الکترونی در محیط خلا انجام میشود.
از دیگر روشهای مورد استفاده برای جوشکاری آلیاژهای آلومینیوم جوشکاری مقاومتی است.
چالشهای اصلی در این روش، ناشی از هدایت الکتریکی و حرارتی آلومینیوم است؛ که با کنترل پارامترهای جوشکاری و توسعهی تجهیزات جوشکاری مقاومتی، میتوان این چالشها را برطرف کرد.
جهت جوشکاری آلیاژهای آلومینیوم، شناسایی مشکلات جوشکاری این آلیاژها اهمیت بسیار زیادی دارد. این مشکلات عبارتند از:
یکی از چالشهای اصلی انتخاب صحیح مادهی پرکننده است. برخی از آلیاژهای آلومینیوم بدون مادهی پرکننده، قابلیت جوشکاری ندارند.
آلیاژهایی مانند ۶۰۶۱ در صورت عدم استفاده از ماده پرکننده دچار ترکخوردگی انجمادی میشوند. علاوه بر این، انتخاب صحیح مادهی پرکننده نیز اهمیت زیادی دارد.
برای مثال اگر جهت جوشکاری آلیاژهای ۶۰۶۱ از مادهی پرکننده از جنس ۶۰۶۱ استفاده شود؛ جوش با مشکل روبرو میشود. به همین دلیل جهت جوشکاری آلیاژ ۶۰۶۱ باید مادهی پرکننده از جنس آلومینیوم ۵۳۵۶ یا ۴۰۴۳ استفاده گردد.
چالش دیگر در مادهی پرکنندهی آلومینیم، تغذیه است. اگر مکانیزم تغذیه، سیم مکانیکی باشد؛ سیستم جوشکاری خاصی مورد نیاز است.
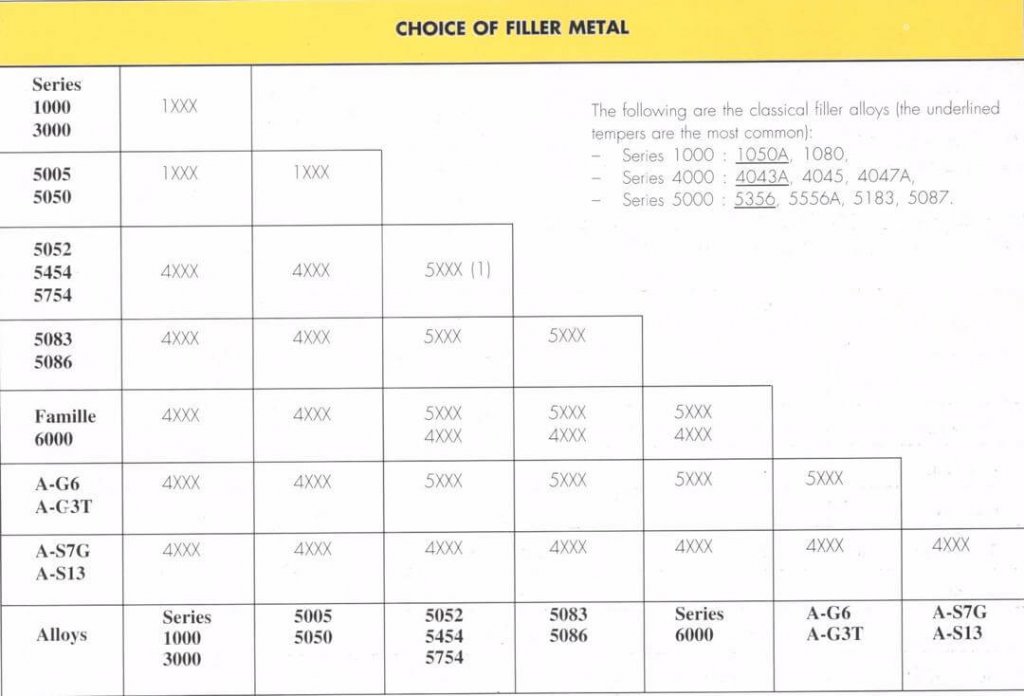
در جدول زیر شرایط انتخاب فیلرمتال بر اساس نوع آلیاژ آلومینیوم، آورده شده است.
انحلالپذیری هیدروژن
اگرچه هیدروژن در آلومینیوم جامد هیچگونه انحلالپذیری ندارد ولی در آلومینیوم مذاب به راحتی حل شده و علت اصلی تشکیل تخلخل در آلومینیوم محسوب میشود.
در حین جوشکاری، دمای بالای حوضچهی جوش باعث جذب مقدار زیادی هیدروژن میگردد. زمانی که حوضچهی جوش منجمد میشود، انحلالپذیری هیدروژن کاهش مییابد.
اگر مقدار هیدروژن از محدودهی انحلالپذیری آن بیشتر شود؛ سبب تشکیل تخلخلهای گازی میگردد. در غیر این صورت از حوضچهی جوش منجمد شده؛ خارج میشود.
جهت انجام جوشکاریهای قوسی، لازم است که آلیاژهای آلومینیوم دارای هدایت الکتریکی بالایی باشند. هدایت الکتریکی آلومینیوم خالص برابر ۶۲ درصد مس خالص است.
در جوشکاری آلیاژهای آلومینیوم، میتوان از تفنگهای لولهای بلند، استفاده نمود. در این حالت، حرارت مقاومتی در الکترود تولید نمیشود.
از آنجایی که آلومینیوم، هدایت حرارتی بیشتری نسبت به فولاد دارد؛ حرارت تولید شده در حین جوشکاری، بیشتر پراکنده میشود و ممکن است نفوذ جوش به شکل کامل رخ ندهد.
چالش دیگر مرتبط با هدایت حرارتی، تشکیل حفرههای بزرگ است. با نزدیک شدن به پایان جوشکاری، حرارت بیشتری نسبت به شروع آن تولید میشود. این حرارت در آلومینیوم پراکنده شده و میتواند منجر به تشکیل مکهای گازی میگردد.
از آنجایی که آلومینیوم مستعد ترکخوردگی است، بنابراین، این مکها باید به طور کامل پر شوند تا از تخریب شدن جوش جلوگیری شود.
در برخی موارد، آلومینیوم به عملیات قبل و بعد از جوشکاری نیاز دارد. فلز آلومینیوم یک لایه اکسیدی تشکیل میدهد که دمای ذوب بالاتری از خود آلومینیوم دارد (در حدود ۲۰۵۰ درجه سانتیگراد).
به منظور جلوگیری از تشکیل این ذرات اکسیدی در حین جوشکاری، باید فرآیندهای حذف لایه اکسیدی، مانند بورسکاری سیمی یا تمیزکاری با مواد شیمیایی، قبل از جوشکاری انجام گردد.
برخی آلیاژهای آلومینیوم مانند آلیاژ ۶۰۶۱، جهت افزایش استحکام، پیرسختی مصنوعی میشوند.
حرارت ناشی از جوشکاری، باعث از بین رفتن مزایای پیرسختی مصنوعی شده و کاهش شدیدی در استحکام آلیاژ ایجاد میکند. بنابراین عملیات پیرسختی مصنوعی بعد از جوشکاری لازم است برای چنین آلیاژهایی دوباره انجام شود.
در مورد جوشکاری آلومینیوم بیشتر بخوانید.












با سلام لوله الومینیوم ۷۰۷۵ t6به مقدار ۱۰ شاخه ۶ متری نیاز داریم
۶۰ به ۵۰
۵۰ به ۴۰
در صورت موجود داشتن لطفا تماس بگیرید