
مهمترین پارامتر در جوشکاری آلومینیوم انتخاب آلیاژ است و به علت فراوانی آلیاژهای آلومینیوم، دانستن اطلاعاتی درباره خواص جوش پذیری این آلیاژها بسیار حائز اهمیت میباشد.
معمولا جوشکارها در حین جوشکاری آلومینیوم کمی سردرگم میشوند؛ چرا که استحکام جوش فولاد با فلز پایه یکسان است اما در مورد آلومینیوم این مساله متفاوت است و استحکام منطقه جوش آلومینوم کمتر از ماده پایه است.
اولین نکته ای که جوشکاران باید در نظر داشته باشند این است که همهی آلیاژهای آلومینیوم قابلیت جوشکاری به روشهای قوس الکتریکی تحت گاز تنگستن (GTAW) و قوس الکتریکی (GMAW) را ندارند.
بررسی راهکار در جوشکاری آلیاژهای سری ۲۰۰۰ و ۷۰۰۰ آلومینیوم
تقریبا تمام آلیاژهای سریهای ۱۰۰۰، ۳۰۰۰، ۵۰۰۰ و ۶۰۰۰ را میتوان با جوشکاری قوسی، جوشکاری کرد ولی آلیاژهای سری ۲۰۰۰ و ۷۰۰۰ را (به استثنای آلیاژهای ۲۲۱۹ و ۷۰۲۰ ) نمیتوان با جوشکاری قوسی جوشکاری کرد. (۲۲۱۹ و ۷۰۲۰ استثنا هستند.)
آلیاژهای آلومینیوم به دلیل اکسیداسیون سریع (سوختن) تحت یک اتمسفر گاز محافظ (آرگون، هلیم و یا مخلوطی از این دو گاز) به روشهای زیر جوشکاری میشوند.
– جوشکاری قوس الکتریکی در یک اتمسفر گاز محافظ با الکترودهای ثابت یا جوشکاری TIG (تنگستن به عنوان گاز محافظ)
– جوشکاری قوس الکتریکی تحت گاز محافظ با الکترود مصرفی یا جوشکاری MIG.
– جوشکاری قوس الکتریکی با الکترود ثابت (جوشکاری TIG)
— در این فرآیند، یک قوس الکتریکی بین الکترود ثابت (از جنس تنگستن) و قطعه برقرار میشود و همزمان یک گاز خنثی مثل آرگون این قوس را احاطه کرده است که مذاب و الکترود را از اکسیداسیون محافظت میکند. یک مفتول آلومینیومی (فلز پر کننده) که توسط اپراتور و با دست هدایت میشود به مذاب تغذیه میشود.
— در حالی که جریان مورد استفاده برای ورقههای فولادی، جریان مستقیم میباشد، جریان مورد استفاده برای جوشکاری آلومینیوم جریان متناوب AC میباشد.
— جوشکاری TIG برای ضخامتهای ۱ تا ۶ میلیمتر مناسب است. این فرآیند را میتوان اتومات کرد اما نمیشود به طور کامل توسط رباتها انجام شود. تجهیزات DC برای جوشکاری ورقههای ضخیم نیز وجود دارد اما فقط با جوشکاری اتوماتیک میتوان آن را انجام داد.
— منابع برق DC میتوانند پالسی باشند. ماشینهایی وجود دارند که میتوانند قطبیت متغیر ایجاد کنند. با تغییر نسبت دورههای جریان، فاز جوشکاری نیز تغییر میکند.
— اکثر آلیاژهای سری ۱۰۰۰ و ۵۰۰۰ (۱۰۵۰ و ۵۷۵۴ و ۵۳۵۶ و …) را میتوان با جوشکاری TIG و بدون استفاده از پرکننده، جوشکاری کرد. هیچ کدام از آلیاژهای سری ۶۰۰۰ قابلیت جوشکاری به روش TIG را ندارند.
– جوشکاری قوسی با الکترودهای مصرفی (جوشکاری MIG)
— حالت دستی جوشکاری MIG به عنوان جوشکاری نیمه اتوماتیک شناخته میشود.
— در این فرآیند یک سیم به عنوان الکترود و فلز پرکننده مورد استفاده قرار میگیرد. در این روش سیم جوش دور یک حلقه پیچیده شده است و یک سر آن به تفنگ جوشکاری وارد شده است. اتصال قوس با قطبیت معکوس ایجاد میشود.
— جوشکاری MIG برای ضخامتهای بیش تر از ۴ میلیمتر مناسب است. با جریان مستقیم، میتوان تا ضخامتهای ۱ میلیمتر را نیز جوشکاری کرد اما در این حالت باید از جریان پالسی استفاده کرد.
— جوش کاری MIG سریعتر از جوشکاری TIG است.
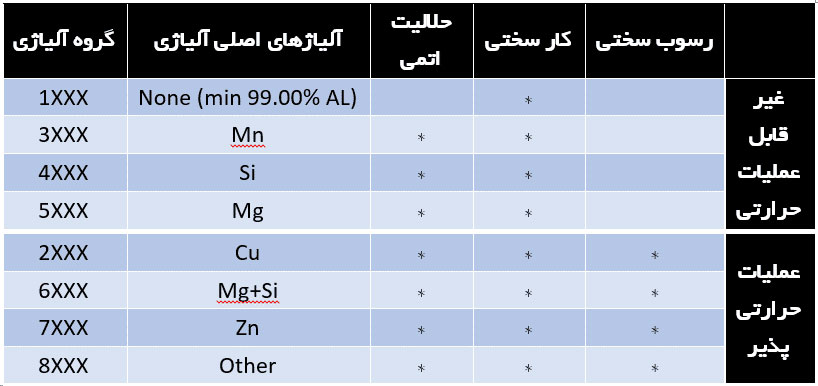
جدول زیر جوش پذیری آلیاژهای مختلف آلومینیوم با روشهای مختلف را نشان میدهد:

انتخاب فلز پر کننده (فیلر)
در جوشکاری آلومینیوم، انتخاب آلیاژ مناسب فلز پرکننده بسیار اهمیت دارد. خواص سیم جوش باید با خواص آلومینیوم پایه یکسان باشد.
برای کارایی بهتر، دمای ذوب سیم جوش و فلز پایه باید تقریبا مشابه باشند. باید این نکته را در نظر گرفت که مثلا برای ثابت ماندن مقدار منیزیم در فلز پایه، سیم جوش نیز باید دارای منیزیم باشد. در این صورت تغییر شکل و پیچیدگی پس از جوشکاری به حداقل میرسد.
آلیاژهای آلومینیوم به دلیل قیمت تقریبا پایین و همچنین تنوع زیادشان مزایای زیادی نسبت به سایر مواد در فرآیندهای تولیدی دارند. با این وجود، انتخاب آلیاژ مناسب بسیار حائز اهمیت است.
انتخاب فلز پرکننده بستگی به دو فاکتور زیر دارد.
– ایجاد بستر جوشی بدون ترک پس از جوشکاری.
– استحکام مکانیکی کافی ایجاد کنند.
برای اتصالاتی که پس از جوش کاری، آنودایز میشوند، پیشنهاد میشود فیلری استفاده شود که ترکیب آلیاژ آن به فلز پایه نزدیک باشد تا تفاوت ظاهری پس از آنودایز پیدا نشود.
در زیر خلاصهای از خواص اصلی سری آلیاژهای مختلف و الکترودهای مناسب برای جوشکاری آنها آورده شده است.
این آلیاژها معممولا از ۹۹ درصد آلومینیوم خالص تشکیل شدهاند. ساختار ضعیفی دارند. داکتیلیته و مقاومت به خوردگی بسیار بالایی دارند. این آلیاژها به راحتی جوش داده میشوند و عموما از پرکنندههای فلزی ۱۱۰۰ برای جوش دادن آن ها استفاده میشود.
آلیاژ آلومینیوم ۱۰۵۰
آلیاژهای آلومینیوم-مس هستند که قابلیت جوشکاری بسیار پایینی دارند. قابلیت ماشینکاری خوبی دارند. شکل پذیری بسیار کمی دارند (به استثنای حالت آنیل شده). نسبت به سایر آلیاژها مقاومت به خوردگی کم تری دارند (به همین دلیل به صورت کِلَد دار یا آندایز استفاده میشوند). معمولا در صنایع هوافضا استفاده میشوند.
فیلرها: ۲۳۱۹ و ۴۰۴۳٫
آلیاژهای ۳۰۰۰
آلیاژهای آلومینیوم-منگنز هستند. این آلیاژها خواص استحکامی بالا، مقاومت به خوردگی، شکل پذیری و جوش پذیری بسیار خوبی را یکجا در خود دارند. عموما در مبدلهای حرارتی و سیستمهای تهویه هوا استفاده میشوند.
فیلرها: ۴۰۴۳ و ۵۳۵۶٫
آلیاژ آلومینیوم ۳۱۰۵
آلیاژهای آلومینیوم-سیلیکون هستند. به خاطر وجود سیلیکون در این سری، نقطهی ذوب پایینتر است به همین به دلیل در ساخت سیم جوشها کاربرد دارند. خودشان معمولا به عنوان فیلر استفاده میشوند اما اگر به عنوان فلز پایه استفاده شوند از فیلر فلزی ۴۰۴۳ استفاده میشود.
آلیاژهای آلومینیوم-منیزیوم هستند. مجموعهای از خواص استحکام بالا، مقاومت در برابر خوردگی، شکل پذیری و جوش پذیری خوبی دارند.
فیلرها: ۵۳۵۶، ۵۱۸۳، ۵۵۵۶٫
آلیاژهای آلومینیوم-منیزیوم-سیلیکون هستند. استحکام متوسط، مقاومت به خوردگی بالا و سهولت در شکل پذیری از خواص آلیاژهای سری ۶۰۰۰ آلومینیوم است. معمولا در سازههای ساختمانی استفاده میشوند. معمولا در اکستروژن مورد استفاده قرار میگیرند. تمایل شدیدی به ترک خوردن در دماهای بالا دارند اما با فیلرهای ۴۰۴۳ یا ۵۳۵۶ میتوان آن ها را جوش داد.
آلیاژ آلومینیوم ۶۰۶۳
آلیاژهای آلومینیوم-روی-منیزیوم و آلومینیوم-روی-مس هستند. استحکام بسیار بالایی دارند که به همین دلیل شکل دادن آنها بسیار مشکل است. معمولا در صنایع هوافضا استفاده میشوند. به خاطر تمایل شدید به ترک خوردن و خوردگی بالا، معمولا جوش داده نمیشوند اما در آلیاژهای این سری سه مورد استثنا وجود دارد، آلیاژهای ۷۰۰۳، ۷۰۰۵ و ۷۰۳۹ را میتوان با فیلر فلزی ۵۳۵۶ جوش داد.
جدول زیر راهنمایی برای انتخاب الکترود مناسب است.

باید بدانیم که آلیاژهای آلومینیوم به دو دستهی کلی عملیات حرارتی پذیر و غیر قابل عملیات حرارتی تقسیم میشوند. آن دسته از آلیاژهایی را که نمیشود عملیات حرارتی کرد، تنها به وسیلهی کار سرد سخت سازی میشوند.
از طرف دیگر، آلیاژهای عملیات حرارتی پذیر در دمای ۲۰۰ درجه سانتیگراد تحت عملیات قرار گرفتهاند. طبیعتا هنگام جوشکاری دما بسیار بیشتر از ۲۰۰ درجه سانتیگراد میرسد که این باعث کاهش خواص مکانیکی میشود. بنابراین اگر اپراتور، عملیات حرارتی ثانویه پس از جوشکاری را اعمال نکند، ناحیهی اطراف جوش (HAZ) نسبت به سایر نقاط آلومینیوم بسیار ضعیفتر میشود.
هنگامی که به دنبال انتخاب آلیاژی برای جوشکاری هستیم. انتخابهای زیادی پیش رویمان قرار دارد. همانطور که قبلا هم اشاره شد. آلیاژهای سری ۷۰۰۰ معمولا در کاربردهای حساس و نیاز به کارآیی بالا مورد استفاده قرار میگیرند؛ مثل صنایع هوافضا، خودروهای نظامی و تجهیزات ورزشی.
آلیاژهای سری ۲۰۰۰ اغلب در کاربردهای هواپیماسازی و هوافضا کاربرد دارند.
آلیاژهای سری ۵۰۰۰، نسبت به سایر سریها، بسیار راحتتر جوش میپذیرند. معمولا در کاربردهای سازهای از جمله پلسازی، کشتیسازی و بدنهی خودروها استفاده میشوند. سریهای ۶۰۰۰، راحتترین گروه آلیاژی برای اکسترود میباشند، بنابراین علاوه بر کاربرد در جوشکاری، برای تولید شکلهای اکسترود شده نیز مورد استفاده قرار میگیرند.
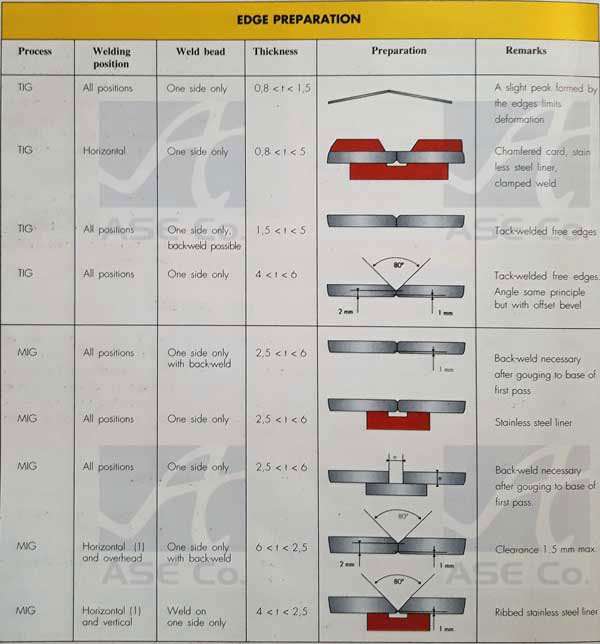
آماده سازی باید مطابق با جدول زیر انجام شود. لبهها باید با دقت کنار هم قرار گیرند و با هم همخوانی داشته باشند.
به خاطر هدایت حرارتی بالای آلیاژهای آلومینیوم، اگر لبهها منطبق بر هم نباشند، ناهمسانی دمایی در ورقهای آلومینیوم ایجاد میشود که باعث ایجاد موج و تاب در ورقها خواهد شد.
در ورقهای نازک، تمرکز حرارت در یک نقطه میتواند منجر به سوراخ شدن قطعه شود.
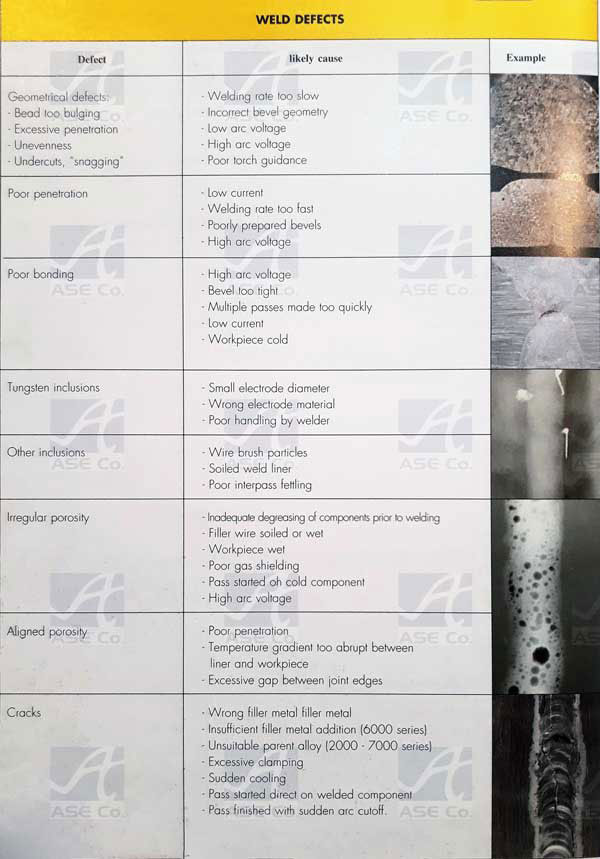
عیوب جوش در استاندارد BS EN 26520 طبقه بندی شدهاند.
دو دسته بندی کلی برای عیوب جوش میتوان انجام داد:
– عیوب هندسی مانند ناهمترازی و انحنا
– عیوب داخلی مانند ناخالصی، تاول و اتصال ضعیف.
بعضی عیوب جوش در بارگذاریهای استاتیک، با کاهش سطح مقطع موثر اتصال، استحکام مکانیکی را تحت تاثیر قرار میدهند. سایر عیوب در بارگذاریهای دینامیک تاثیر منفی خواهند گذاشت.
در جدول زیر تعدادی از این عیوب جوشکاری را مشاهده میکنیم.
تحقیق و توسعه شرکت عصر صنعت اشراق












با سلام لوله الومینیوم ۷۰۷۵ t6به مقدار ۱۰ شاخه ۶ متری نیاز داریم
۶۰ به ۵۰
۵۰ به ۴۰
در صورت موجود داشتن لطفا تماس بگیرید